欢迎来到无锡市现代化机制造有限公司!
全国招商热线
0510-85952328
联系人:万先生
电 话:0510-85952328
0510-85955328
传 真:0510-85959328
邮 编:214128
网 址:www.wxtzq.com
地 址:无锡市滨湖区雪浪街道南湖社区安南路50号
温度控制注意事项
为了防止釜内局部过热,要合理设计搅拌装置和加热系统。搅拌桨的形式和转速应确保物料在釜内充分混合,使热量均匀分布。例如,采用锚式搅拌桨并配合适当的转速,可以有效地刮壁和搅拌高粘度的聚酯物料。同时,加热系统的加热介质(如蒸汽或电加热元件)的分布要均匀,避免热量集中在某个区域。如果局部过热,可能会导致该区域的物料反应过度,产生凝胶或焦化物,影响产品质量。
聚酯釜的加热系统(如夹套蒸汽加热或电加热)和冷却系统(如循环水冷却)需要配合良好。在反应初期,主要依靠加热设备将釜内物料升温至反应温度。当反应过程中出现温度过高的情况,例如由于反应放热导致温度超出设定范围,冷却系统要能够及时启动并有效地带走热量,使温度回落到正常范围。加热和冷却设备的切换要平稳,避免温度的剧烈波动。例如,在缩聚反应后期,反应放热明显,此时冷却系统的冷却水量要根据温度变化自动调节,以保持温度稳定。
温度传感器是温度控制系统的关键部件,要定期进行校准和维护。高精度的温度传感器能够实时准确地反馈釜内温度,为温度控制提供可靠的数据支持。例如,采用铂电阻温度传感器(PT100),其测量精度可达 ±0.1℃。在使用过程中,要防止传感器受到物料的腐蚀或机械损伤,并且要根据传感器的使用寿命及时更换。
根据聚酯合成的不同阶段,如酯化反应和缩聚反应,设定相应的温度范围。在酯化反应阶段,温度一般控制在 180 - 250℃。这是因为在这个温度区间内,多元醇和二元酸能够以合适的速率进行酯化反应,生成酯和水。如果温度过低,反应速率会过慢,影响生产效率;而温度过高,不仅会导致原料的挥发损失,还可能引发副反应,使产品颜色变深、性能变差。例如,在生产聚对苯二甲酸乙二醇酯(PET)时,酯化反应温度通常在 220 - 250℃,如果超过 260℃,就可能产生较多的二甘醇等副产物,影响 PET 的质量。
设定合理的温度范围
温度传感器的准确性和可靠性
加热和冷却设备的协同工作
避免局部过热
压力控制注意事项
温度和压力在聚酯釜内是相互关联的。根据理想气体状态方程(PV = nRT),温度变化会引起压力变化,反之亦然。在控制过程中,要充分考虑这种相互影响。例如,在加热过程中,温度升高可能导致釜内压力上升,此时如果压力控制不当,可能会超过设备的安全压力范围。因此,温度和压力控制系统要进行联动控制,当温度升高时,提前预判压力的变化趋势并相应地调整压力控制策略。
压力控制设备包括真空泵、进气阀、排气阀等。真空泵要保持良好的抽气性能,以实现减压操作。在使用过程中,要定期检查真空泵的油位、密封情况等,确保其正常运行。进气阀和排气阀要能够根据压力控制系统的指令准确地开闭,以调节釜内压力。例如,当釜内压力低于设定值时,进气阀要能及时打开,充入氮气等惰性气体来提高压力;当压力高于设定值时,排气阀要能有效开启,进行减压。
压力传感器和压力表等压力监测设备必须具有足够的精度和稳定性。压力传感器要能够实时准确地测量釜内压力,其精度一般要求在 ±0.001MPa 以内。同时,要定期对压力监测设备进行校验和维护,确保其读数的准确性。例如,采用高精度的电容式压力传感器,它对压力变化敏感,并且能够在恶劣的化学环境下稳定工作。
在聚酯合成过程中,不同阶段需要不同的压力环境。在酯化反应阶段,为了促进生成的水排出反应体系,通常采用减压操作,压力一般控制在 - 0.09 - -0.05MPa(表压)。这是因为降低压力可以降低水的沸点,使水更容易从反应体系中蒸发出来,推动反应正向进行。在反应后期,尤其是在缩聚反应阶段,可能需要适当的正压操作,压力一般控制在 0.01 - 0.05MPa(表压),以防止空气进入釜内,避免产品氧化。例如,在生产高性能聚酯时,压力控制在缩聚阶段尤为重要,不合适的正压可能导致产品颜色发黄、性能下降。
聚氨酯设备
聚氨酯(PU)桨料合成釜
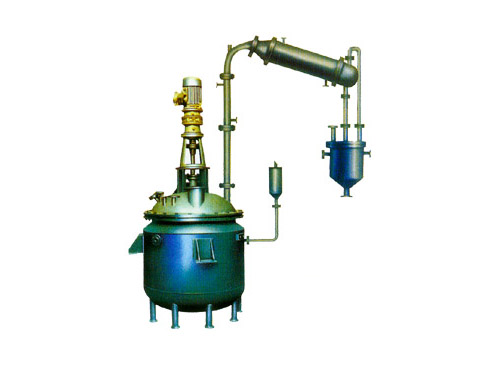
不饱和聚酯树脂设备
聚醚釜
苏公网安备 32021102001343号